手工精裝盒製作先看三個核心條件
手工精裝盒製作的第一個判斷不是「盒子要多漂亮」,而是看懂手工製程中的品質變因,避免只看外觀不看結構。如果商品本身容易刮傷、破裂、變形或散件多,盒型與內襯就要先處理保護,再處理視覺表現。
對重視質感與小量客製的品牌採購來說,最實用的做法是先把商品尺寸、重量、配件、預計數量與通路情境列出來,再請工廠依同一份條件報價。這樣比較時才不會一間用厚灰板、一間用薄灰板,表面看起來便宜,實際品質卻不同。
- 商品保護:確認手工精裝盒與半手工硬盒是否需要防刮、防撞、防鬆動或防漏。
- 盒型結構:天地蓋、書型盒、抽屜盒與特殊盒型的成本和工序不同。
- 材質加工:灰板厚度、裱面紙、上膜、燙金與壓紋都會影響單價。
- 數量級距:同一規格至少比較 300、500、1000 三個級距。
手工精裝盒與半手工硬盒適合哪些精裝盒結構?
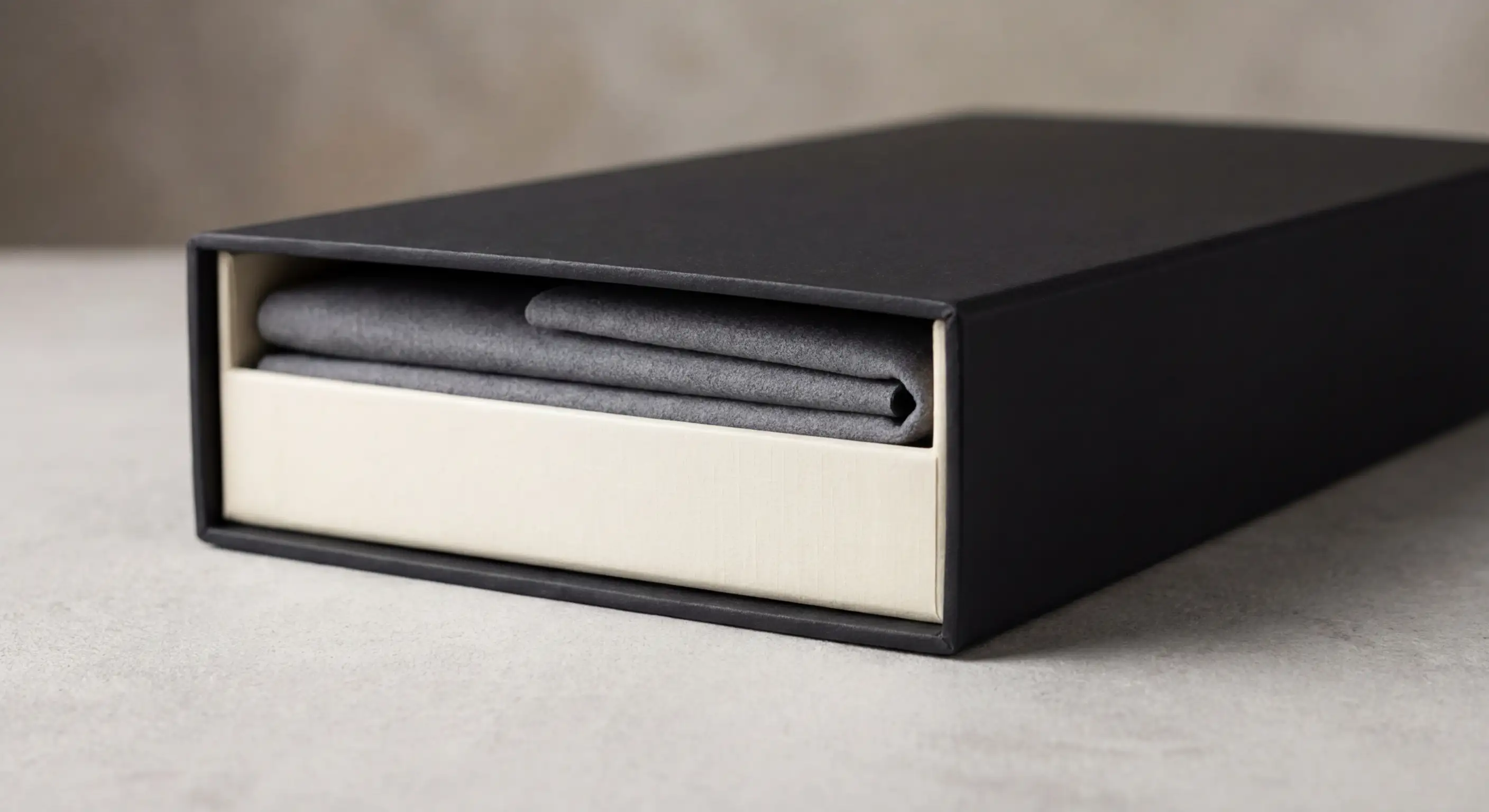
如果商品本體較重或需要明確定位,建議優先考慮灰板厚度穩定、內襯可固定的精裝盒。若重點是送禮與陳列,書型盒或磁吸盒能提供較完整的開箱儀式感;若重點是成本與堆疊效率,天地蓋通常更容易控制預算。
結構選擇要和通路一起看。電商運送需要外箱與內襯一起設計;百貨或展售情境則要考慮打開後的展示角度。若只從單張設計圖判斷,很容易忽略實際出貨、上架與消費者取用時的問題。
| 情境 | 建議結構 | 採購提醒 |
|---|---|---|
| 重視保護 | 天地蓋或加深盒身 | 先確認商品晃動量與內襯固定方式 |
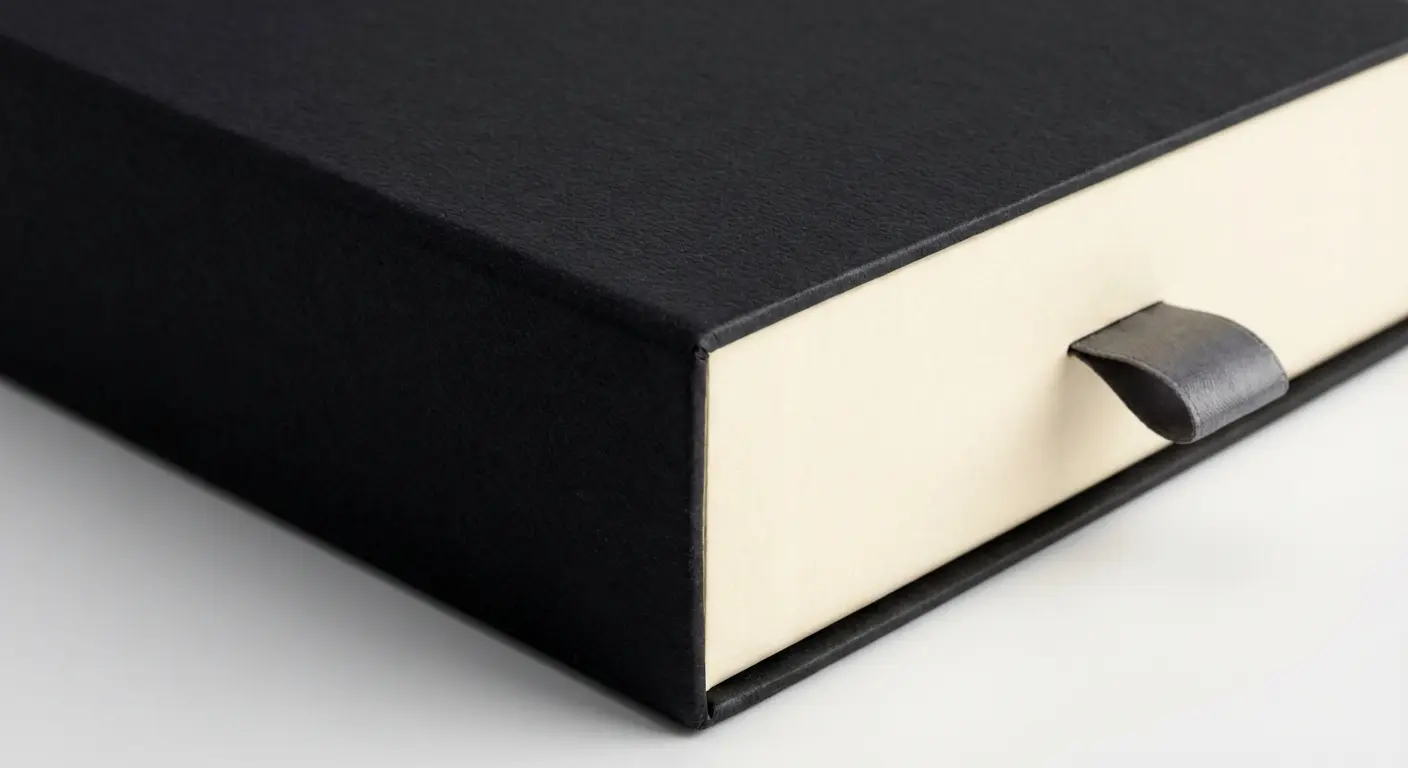
| 重視展示 | 書型盒或磁吸盒 | 注意磁力、開闔手感與包邊平整度 |
| 重視成本 | 標準天地蓋 | 減少特殊加工,集中在紙材與印刷質感 |
| 多配件套組 | 分層內襯或抽屜結構 | 先畫出配件位置,避免後期修改刀模 |
手工精裝盒製作的材質與內襯怎麼決定?
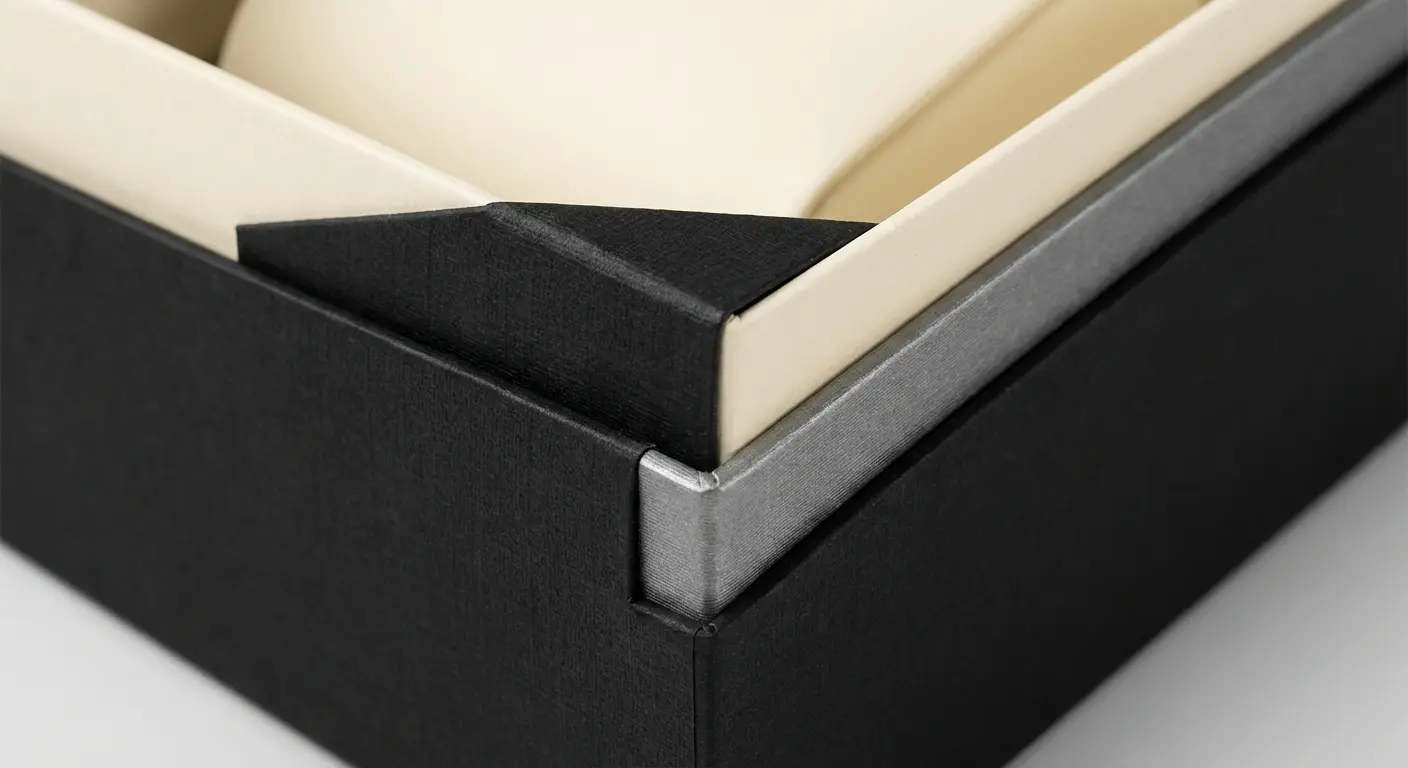
材質選擇要從商品風險倒推。手工精裝盒與半手工硬盒若表面容易刮傷,內襯需要避免硬碰硬;若商品有玻璃、金屬或尖角,內襯厚度與開孔公差就比外盒視覺更重要。
外裱紙則決定第一眼質感。銅版紙適合穩定印刷,特殊紙適合高級感,觸感膜適合低調柔霧風格。真正要避免的是把多種加工疊在一起,卻沒有先確認品牌主色、LOGO 面積與量產穩定度。
- 灰板厚度先用商品重量和盒型跨度判斷,不要只用手感猜。
- 內襯要先做白樣測試,確認取放順不順、會不會卡住或磨傷。
- 特殊紙要確認印刷吸墨與燙金附著,不同紙材不一定能用同一套工法。
- 若有多批次補單,需保留紙材、色票與加工樣,降低色差。
手工精裝盒製作報價時要提供哪些資料?
要拿到可比較的報價,詢價資料必須具體。至少要提供產品尺寸、重量、數量級距、盒型偏好、是否需要內襯、表面加工、預計交期與出貨方式。若只問「做一個盒子多少錢」,工廠只能用假設報價,後續追加費用的機率很高。
建議把詢價條件整理成一頁規格表,並要求每家工廠依同一份條件回覆。報價單最好拆出打樣費、刀模費、印刷費、加工費、內襯費與運費,這樣才能知道價差來自哪裡。
| 資料 | 為什麼重要 | 沒提供時的風險 |
|---|---|---|
| 尺寸與重量 | 決定灰板、裱紙與內襯承重 | 報價低估,量產後變形 |
| 數量級距 | 影響版費與設定費分攤 | 無法看出合理 MOQ |
| 加工需求 | 燙金、壓紋、UV 會改變工序 | 後續追加費用 |
| 交期與出貨 | 影響排程與包裝方式 | 急件費或物流風險被低估 |
手工精裝盒製作打樣與量產驗收重點
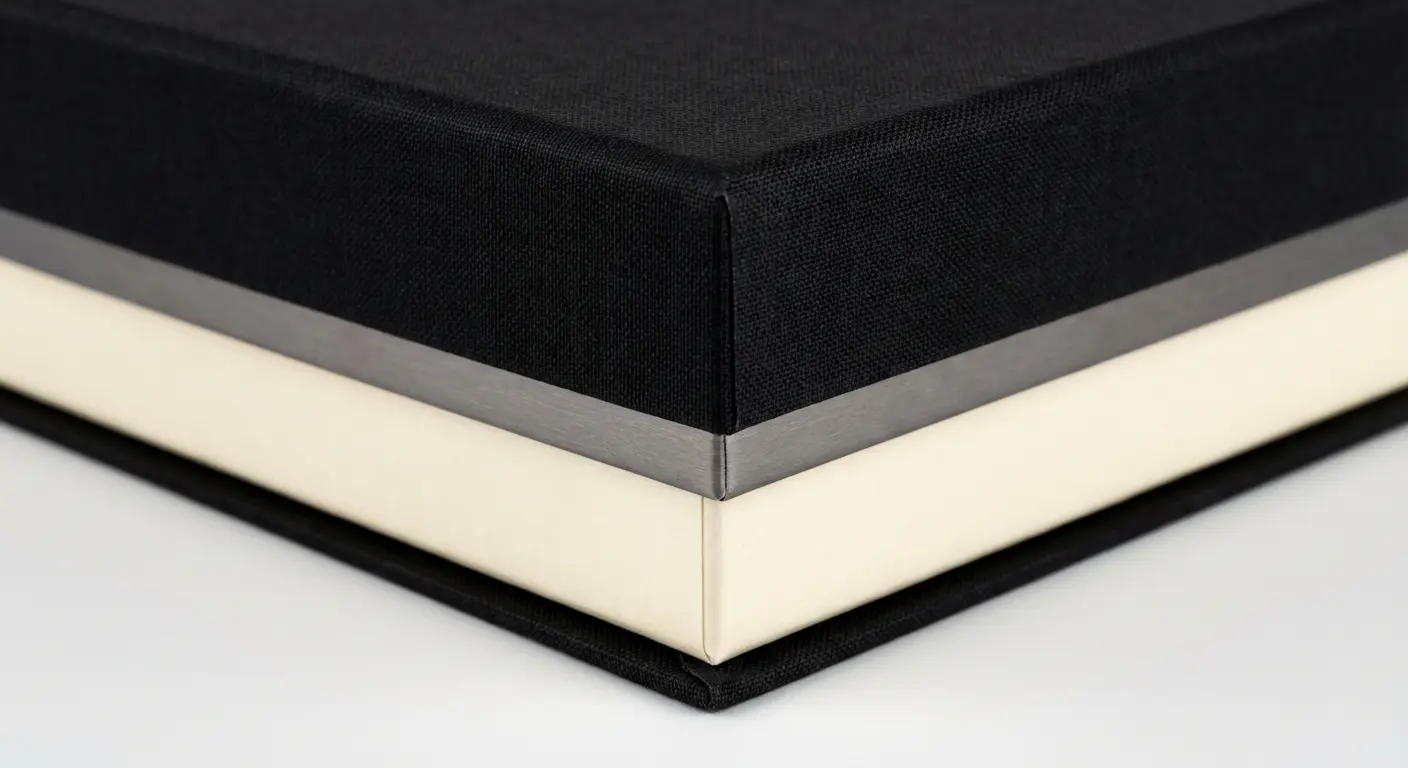
打樣階段不要只看照片,要確認尺寸、開闔、內襯、包邊、膠線、色差與表面刮傷。精裝盒很多問題在平面稿上看不出來,只有拿到實體樣才能發現開盒手感、內襯鬆緊和商品取放是否順手。
量產前要把可接受標準寫清楚,例如色差範圍、邊角壓痕、磁吸閉合、內襯偏移與外盒污染。若沒有先定義驗收條件,出貨後雙方容易用不同標準解讀瑕疵。
- 白樣:先確認結構、尺寸、公差與商品定位。
- 彩樣:再確認印刷、紙材、表面加工與品牌色。
- 量產首件:確認所有工序與樣品一致後再放量。
- 出貨抽檢:按箱抽樣檢查壓傷、髒污、色差與內襯鬆動。
手工精裝盒製作採購決策表
如果預算有限,優先保留會影響保護與品牌識別的項目,次要加工可以等第二批再升級。精裝盒最怕第一次就把設計做得太複雜,導致打樣時間長、成本高、量產變數多。
比較務實的路徑是先做結構穩定的版本,把商品定位、開盒體驗與基本視覺確認好;等銷售量穩定後,再逐步加上特殊紙、燙金或壓紋。這樣能降低首次開發風險,也比較容易與工廠建立長期合作。
| 決策點 | 保守做法 | 升級做法 |
|---|---|---|
| 第一次開發 | 先做標準盒型與必要內襯 | 等銷售穩定後再加複合加工 |
| 預算有限 | 保留灰板厚度與內襯 | 減少大面積燙金或特殊紙 |
| 送禮需求高 | 提升外裱紙與開盒展示 | 搭配緞帶、磁吸或分層內襯 |
| 交期緊 | 減少特殊工序 | 先用可快速打樣的成熟結構 |
本文圖片僅供業務溝通說明使用。文中所列價格資訊僅供參考,實際費用依規格、數量與印刷工藝而定,以業務正式報價為準。
你可能也需要
看完這篇精裝盒文章後,你可能還會需要其他包裝
如果你已經開始整理產品尺寸、開箱方式與預算,下一步也可能會碰到紙罐、提袋或一般彩盒的搭配需求。這裡直接帶你走到對應站點。