什麼是手工盒(Hand-Assembled Rigid Box)?
手工盒工廠是選廠指南中的重要選項,常見於精品化妝品、企業禮贈品、高端品牌包裝等應用場景,核心優勢在於開箱儀式感與品牌溢價提升。本文將從專業角度完整解析,幫助品牌與採購人員做出最佳決策。
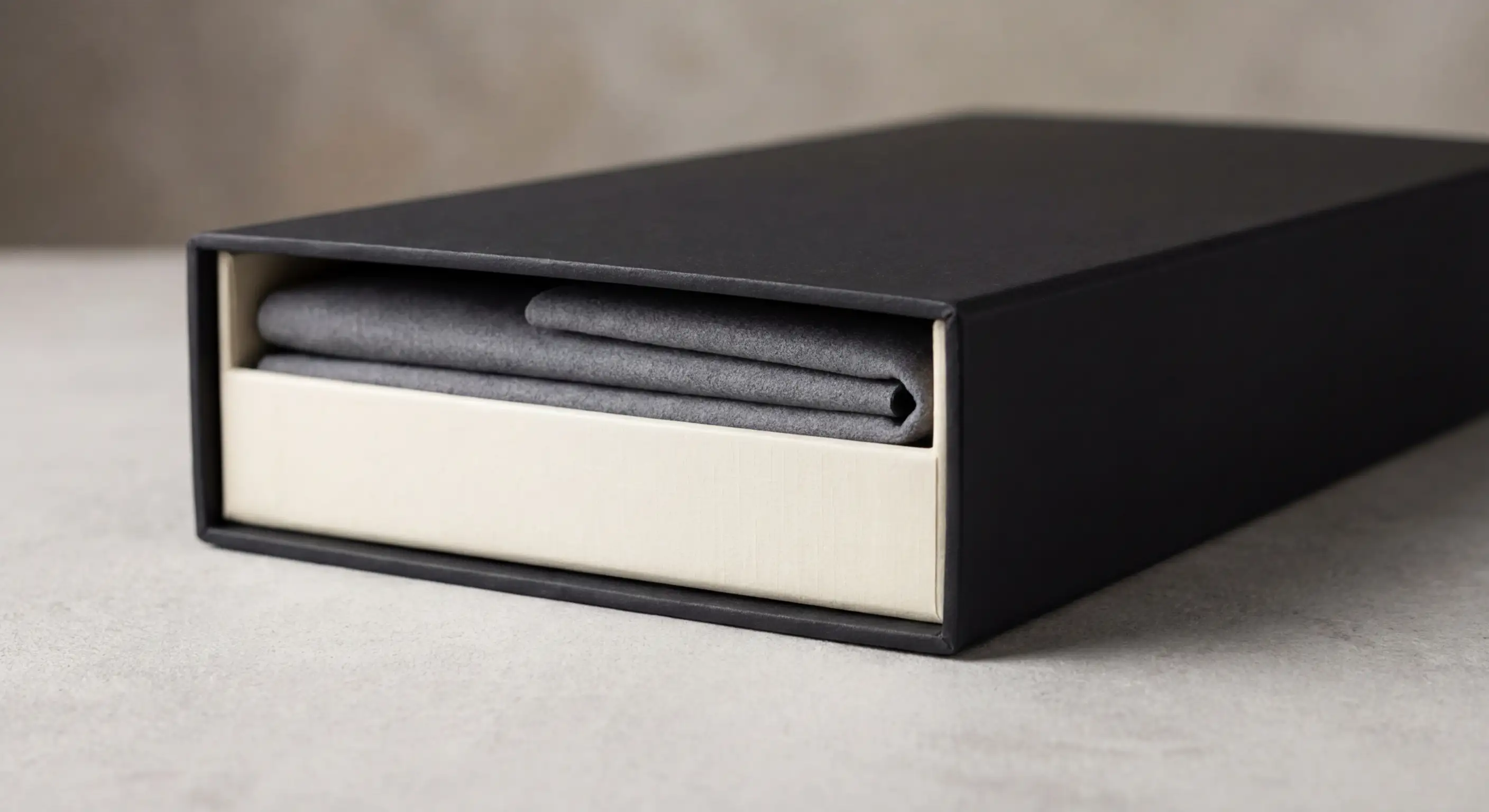
手工精裝盒是指由人工完成裱糊、包角、壓邊等核心工序的精裝硬盒,適用於對品質要求最高的奢侈品牌與高端禮盒場景。
手工盒(Hand-Assembled Rigid Box)與機器裱糊精裝盒在材料上完全相同——灰板骨架、面紙裱糊、後加工——差異在於「裱糊」這道工序的執行方式。機器裱糊以輥壓為主,速度快但對複雜造型、厚板材、異形盒角的處理能力有限;手工裱糊則由技師以手指感受面紙張力,確保每個轉角的包覆緊密、無氣泡、無皺褶。
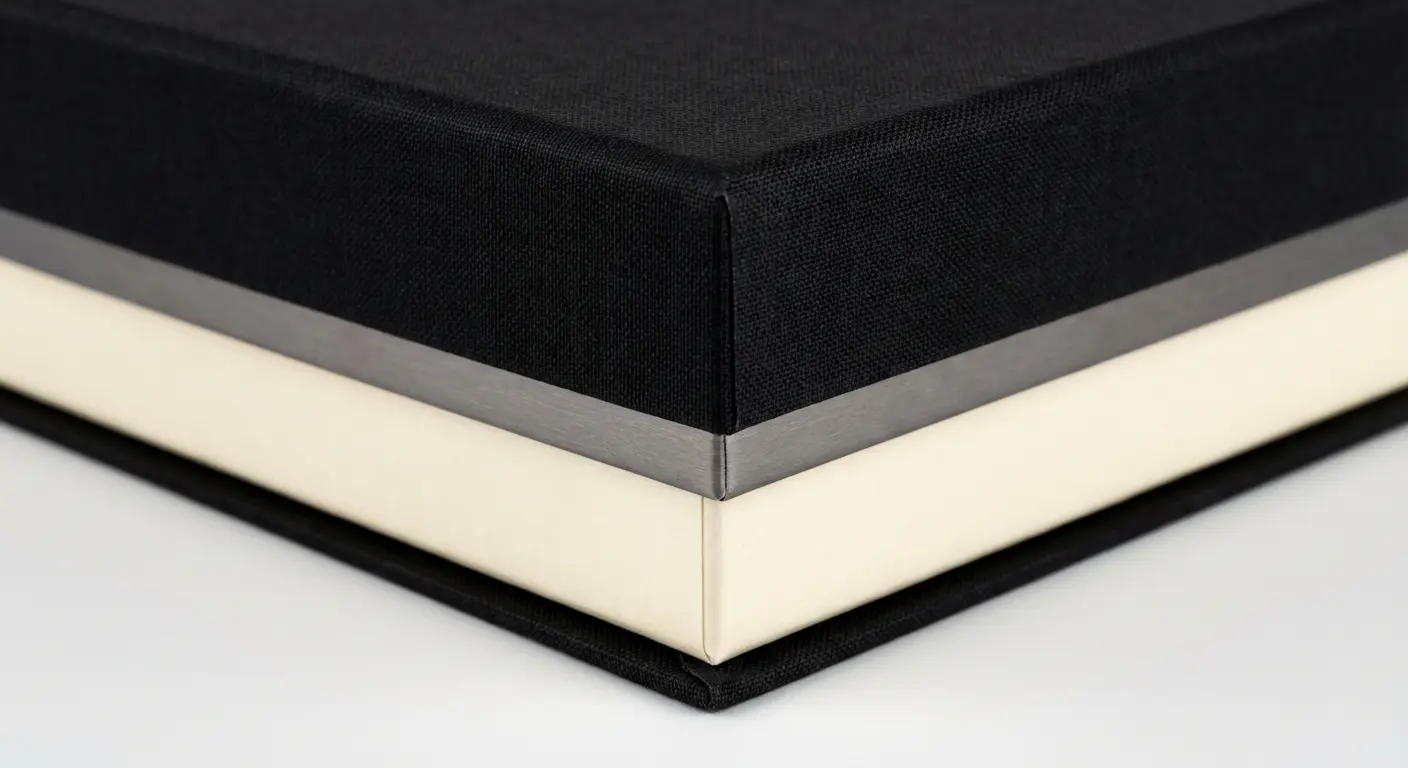
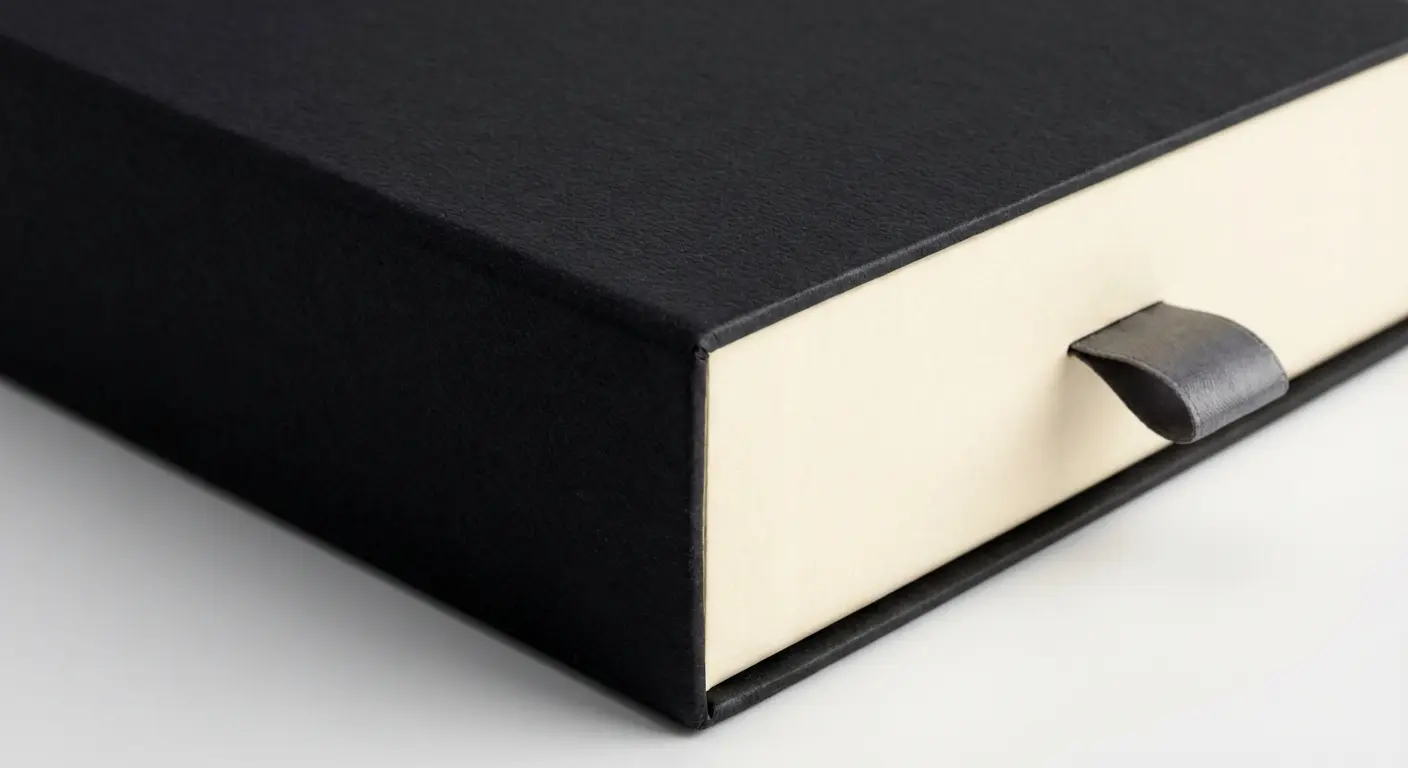
手工盒最明顯的特徵有三個:一是轉角飽滿圓潤,包角處沒有機器輥壓留下的「壓痕線」;二是面紙接縫在盒底或內側完全齊整,從外觀找不到拼接感;三是盒蓋開合的鬆緊度可以精確調整,確保「恰好的阻力感」——不會一碰就掉,也不會費力才能開。
這些差異,在日常包裝中可能不重要。但在高端禮盒、奢侈品首次開箱體驗、品牌形象包裝的場景,就是消費者第一印象的全部。
手工精裝盒完整製作工序
手工精裝盒的製作需要 8 道核心工序,每一道都影響最終品質,缺一不可。
工序一:開料與灰板備料。灰板(Greyboard / Chipboard)是精裝盒的骨架,厚度依盒型與產品重量選用 2–3mm。2mm 適合中小型禮盒(手機盒、化妝品盒),2.5mm 是最常見的標準規格,3mm 用於大尺寸禮盒或需要承重的場合。開料時需計算裱糊的包邊量(一般每邊留 12–15mm 的折邊),才能確保裱好後不露底板邊緣。
工序二:骨架組裝。灰板以 PVA 白膠黏合成盒身與盒蓋的框架,轉角 90 度角靠治具固定,靜置乾燥。這道工序決定了盒子是否「方正」——任何偏差到裱糊後都會放大,無法修正。
工序三:面紙印刷與裁切。面紙通常使用銅版紙、特種紙(棉紙、皮革紋、布紋)或進口美術紙,依設計稿完成印刷後裁切成精確尺寸。面紙的縱向與橫向(紙紋方向)在裁切時也需注意,錯誤的紙紋方向會在裱糊時造成面紙翹曲。
工序四:上膠與手工裱糊。技師以滾筒或刮刀均勻施膠於灰板骨架,將面紙對位後從中心向外推壓,排除氣泡。轉角處以手指收緊包邊,讓面紙完全貼合灰板邊角,不留空隙。這道工序是手工盒品質的核心——有經驗的技師可以在感受中判斷膠量是否適當、面紙張力是否均勻。
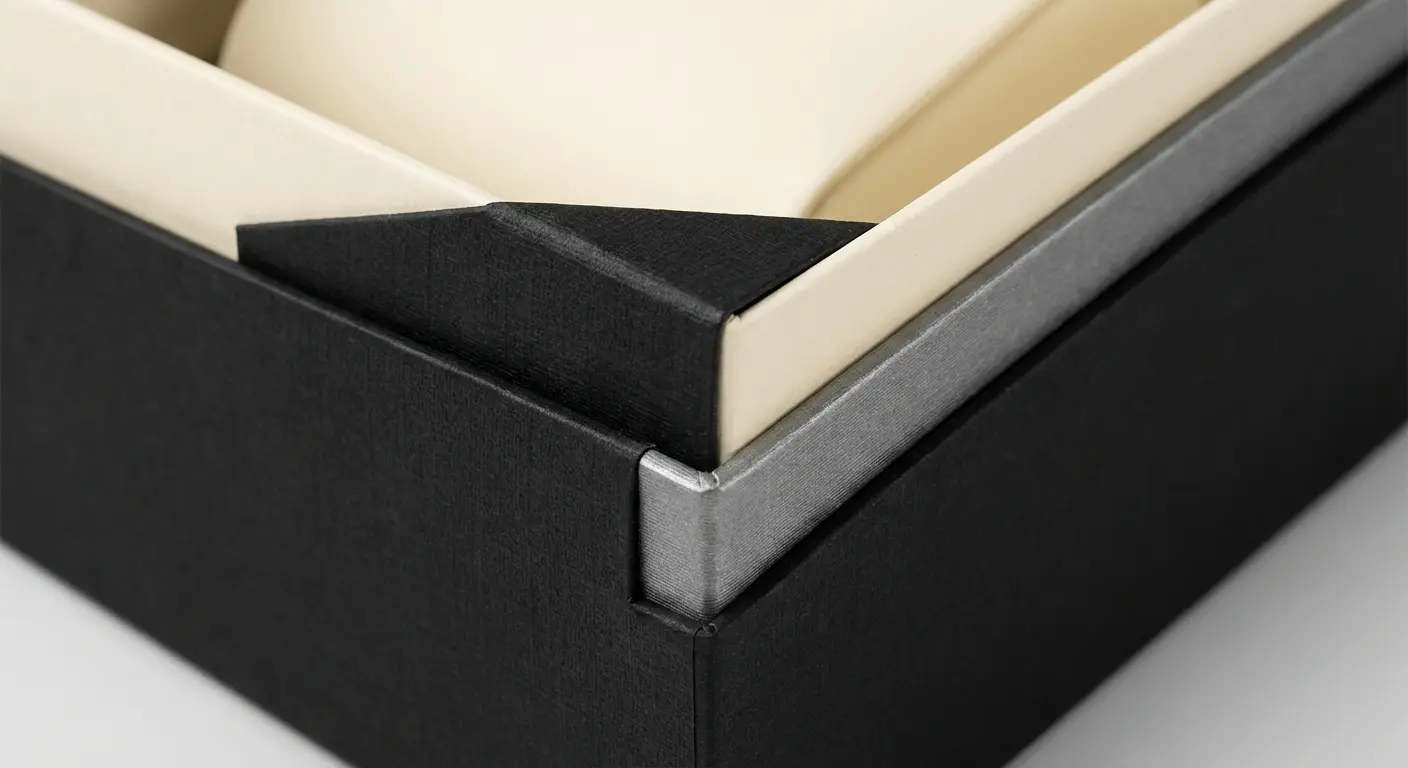
工序五:包角收邊。四個轉角是最考驗技巧的地方。手工包角需要讓多餘的面紙折疊方式產生「米字形折疊」,使轉角飽滿、不起角、不留凸起的折疊痕。機器在這一步幾乎無法達到手工的精度,特別是對厚板材(3mm)和特種面紙(如布料、皮革)。
工序六:壓平靜置。裱糊完成後放入壓板靜置 4–8 小時,確保面紙與灰板的膠合完全固化,防止面紙翹邊或起泡。環境的溫濕度也需要控制:濕度過高會讓面紙吸水膨脹,導致表面起皺。
工序七:後加工。依設計需求進行燙金、燙銀、UV 局部上光、壓凸、絲絨塗層等加工。手工盒的後加工通常在裱糊前完成(先印後裱),但部分效果也可在裱糊後局部加工。
工序八:內襯安裝與品檢。依產品需求安裝 EVA 泡棉內襯、植絨托盤、緞帶提把或緩衝紙托,最後逐件目視品檢,確認面紙無氣泡、轉角飽滿、盒蓋開合鬆緊符合標準。
手工盒 vs 機器裱糊精裝盒:何時選哪種?
手工盒不是永遠優於機器裱糊,而是在特定需求下無可取代——關鍵是知道自己的需求屬於哪一類。
選手工盒的情境:品牌定位在高端或奢侈品級別;盒型有複雜轉角、異形結構或特殊材質面紙(布料、皮革、棉紙);批量較小(MOQ 100–300 個);開箱體驗是品牌 DNA 的一部分;對轉角精度、盒蓋鬆緊有明確要求。
選機器裱糊的情境:標準矩形盒型、銅版紙面紙;批量大(1,000 個以上);成本是主要考量;對細節精度要求在「可接受範圍」即可。
手工盒的 MOQ 通常為 100–300 個,遠低於機器裱糊(通常 500–1,000 個起),這讓小批量的奢侈品牌、設計師品牌、快閃活動包裝都能以合理成本實現高端質感。
交期方面,手工盒標準交期為 15–25 天(從確認打樣到出貨),比機器裱糊略長 3–5 天,因為人工工序無法像機器一樣連續作業。
| 比較項目 | 手工精裝盒 | 機器裱糊精裝盒 |
|---|---|---|
| 轉角精度 | 極高,包角飽滿 | 標準,有輥壓痕 |
| 複雜盒型 | 可製作異形、厚板 | 限標準矩形 |
| 特種面紙 | 可處理布料、皮革、棉紙 | 限一般紙材 |
| MOQ | 100–300 個 | 500–1,000 個 |
| 交期 | 15–25 天 | 10–20 天 |
| 單價 | 較高(精工費) | 較低 |
| 適合場景 | 奢侈品、高端禮盒、品牌形象包裝 | 標準商品包裝、大批量 |
選手工禮盒工廠的五大關鍵標準
台灣有許多精裝盒工廠,但真正具備「手工製作」能力且品質穩定的並不多——以下五個標準可以快速篩選。
標準一:可提供實物白樣。真正有手工製作能力的工廠,報價前會先出白樣讓客戶確認轉角精度、盒蓋鬆緊和整體比例。如果工廠拒絕出樣或白樣品質低落(轉角不齊、面紙浮起),是重要警訊。
標準二:可展示手工技師陣容與過往案例。手工盒的品質與技師的熟練度直接相關。請工廠提供近期完成的高端案例照片,特別是轉角細節照。好的手工工廠通常對自己的作品有信心,願意展示。
標準三:能處理特種材料。布料(天鵝絨、麻布)、皮革、棉紙等特種面紙需要特殊的施膠方式和包角技巧,不是所有工廠都有能力處理。如果你的設計需要特種材料,明確詢問工廠過往的處理經驗。
標準四:有完整的色彩管理與後加工能力。手工盒通常搭配燙金、UV 等精緻後加工,工廠是否能整合印刷、後加工、手工裱糊一條龍?多道工序外發不同廠商,每次轉換都是品質風險。
標準五:MOQ 彈性與溝通速度。品牌包裝常有小批量打樣需求(100–150 個)、再到正式量產(300–500 個)的節奏。工廠是否能接受分階段下單?溝通回應速度是否在 24 小時內?這些都是長期合作是否順暢的指標。
圓廣手工盒製作優勢:從打樣到量產一條龍
圓廣是台灣具備完整手工精裝盒製作能力的工廠,從灰板備料、面紙印刷、手工裱糊到後加工全程自主,品質把控不外包。
我們的手工盒服務重點:灰板厚度可選 2mm、2.5mm、3mm,對應不同尺寸與承重需求;面紙支援銅版紙、美術紙、布料、皮革、植絨等多種材質;後加工涵蓋燙金、燙銀、UV 局部、壓凸、絲絨塗層;MOQ 100 個起,打樣至正式量產全程服務;標準交期 15–25 天,急件可縮短排程。
圓廣服務過的手工精裝盒案例橫跨珠寶品牌、美妝禮盒、企業年節禮品、婚禮回禮盒——共通點是「開箱體驗」是品牌傳達的一部分,盒子本身就是禮物的一半。
如果你還在評估是否需要手工盒,我們可以同時提供機器裱糊版本的白樣比較,讓你親眼看到、親手觸摸到差異在哪——大多數客戶在摸過之後,答案就很清楚了。
立即透過 LINE @rtadv 或來電 02-2245-5586 告知產品尺寸與需求,我們提供白樣與報價。
更多相關資訊可參考 ISO 國際標準組織。 更多相關資訊可參考 The Dieline 包裝設計媒體。
本文圖片僅供業務溝通說明使用。文中所列價格資訊僅供參考,實際費用依規格、數量與印刷工藝而定,以業務正式報價為準。
常見問題
常見問題
手工盒工廠的 MOQ 最低是多少?
台灣手工精裝盒的 MOQ 一般為 100–300 個,視盒型複雜度而定。標準矩形手工盒 100 個即可起訂,異形或特種材質盒型可能需 200–300 個以上。圓廣手工盒服務 MOQ 100 個起,歡迎告知需求確認。
手工精裝盒的交期需要多久?
標準手工精裝盒從確認打樣到出貨,交期約 15–25 天。其中打樣約 5–7 天,確認後正式生產約 10–18 天,視批量與複雜度調整。急件可洽詢排程,部分情況可縮短。
手工盒的灰板厚度怎麼選?
灰板厚度常見規格為 2mm、2.5mm、3mm。2mm 適合小型輕量禮盒(手鍊盒、口紅盒);2.5mm 為中型禮盒的標準規格;3mm 用於大型禮盒或需要承重的場合(酒盒、電子產品禮盒)。圓廣三種規格均可選配,依產品建議最適規格。
手工盒可以使用布料或皮革當面紙嗎?
可以。布料(天鵝絨、麻布、帆布)和皮革(真皮、PU 皮)是手工盒常見的高端面材,機器裱糊無法處理,只有手工才能確保轉角包覆完整。需注意材質的厚度與彈性,施膠量和包角技巧與紙材不同,建議先確認工廠過往布料/皮革裱糊案例。
手工精裝盒比機器裱糊貴多少?
同尺寸同規格的情況下,手工精裝盒單價約比機器裱糊高 20–40%。差異來自人工工時和技師費用。但手工盒的 MOQ 更低(100 vs 500 個),小批量反而是手工盒更具成本效益的選擇。高端品牌通常認為溢價完全值得。
如何確認手工盒工廠的品質水準?
最直接的方法是要求工廠提供實物白樣,重點檢查:四個轉角是否飽滿無翹角、面紙是否無氣泡與皺褶、盒蓋開合鬆緊是否恰當、接縫是否整齊隱藏。同時請工廠展示近期高端客戶案例照片,特別是轉角細節圖。
你可能也需要
看完這篇精裝盒文章後,你可能還會需要其他包裝
如果你已經開始整理產品尺寸、開箱方式與預算,下一步也可能會碰到紙罐、提袋或一般彩盒的搭配需求。這裡直接帶你走到對應站點。